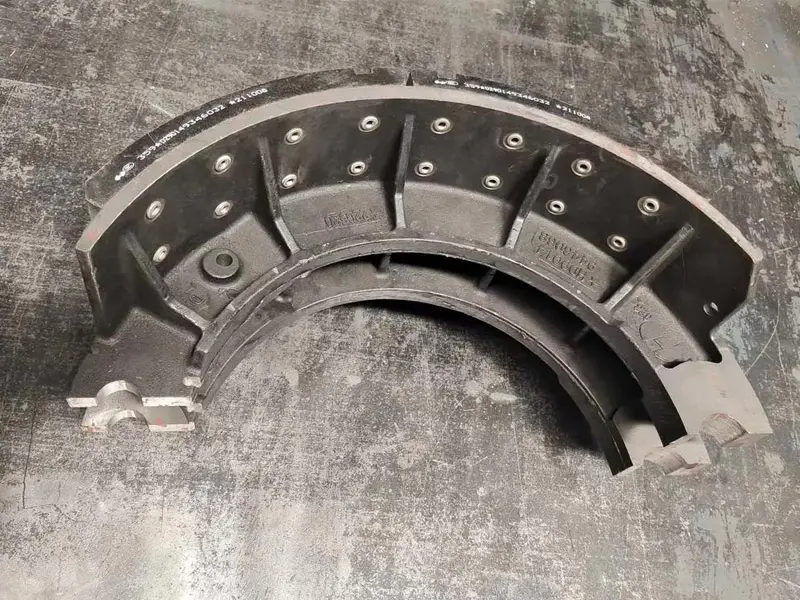
Usinage de pièces en fonte pour le transport ferroviaire


| Nom du produit: | Usinage de pièces en fonte pour le transport ferroviaire |
| Mots-clés: | Usinage de pièces en fonte pour le transport ferroviaire |
| Industrie: | Transport - Transport ferroviaire |
| Artisanat: | fonderie - coulée de mousse perdue |
| Matériel: | acier moulé |
Fabricants de transformation
- Il existe des fabricants de 44 qui proposent des produits similaires
- Il existe des fabricants de 170 qui fournissent cette technologie de traitement
- Il existe des fabricants 62 qui fournissent ce service de traitement de matériaux
- Il existe des fabricants 136 qui fournissent des services de traitement dans cette industrie
Détails du produit
Lusinage de pièces en fonte pour le transport ferroviaire désigne le processus de fabrication de composants en fonte pour les systèmes de transport ferroviaire (tels que le métro, le train à grande vitesse, le chemin de fer, etc.). Ces pièces sont largement utilisées dans les voies ferrées, les composants des véhicules et les infrastructures connexes, et nécessitent une résistance élevée, une résistance à lusure et une grande précision pour garantir la sécurité et la durabilité.
Les pièces en fonte sont principalement utilisées dans les domaines suivants du transport ferroviaire :
- Système de voie :
- Système de fixation : tels que les fixations, les éclisses et les plaques de base, utilisés pour fixer les rails et assurer la stabilité de la voie.
- Composants daiguillage : tels que les cœurs de croisement en acier au manganèse moulé (frogs), les plaques de base daiguillage, utilisés pour le changement de voie des trains.
- Autres matériaux de voie (OTM) : tels que les plaques dentretoise (tie plates), les amortisseurs et les ralentisseurs inertes, utilisés pour améliorer les performances de la voie.
- Composants de véhicules :
- Roues et moyeux : supportent le poids du train et la transmission de puissance, nécessitent une résistance élevée et une résistance à lusure.
- Système de freinage : tels que les sabots de frein (brake shoes), fournissent la force de friction pour le ralentissement ou larrêt.
- Connecteurs de carrosserie : tels que les supports dattelage, les connecteurs de châssis, doivent résister à de lourdes charges et aux chocs.
- Infrastructures :
- Structures de support : tels que les bases de colonnes en treillis, les supports, utilisés pour le soutènement de fouilles ou les structures de stations.
- Autres : tels que les composants déquipement de maintenance, les raccords de tuyauterie, etc.
Processus dusinage des pièces en fonte
Lusinage des pièces en fonte pour le transport ferroviaire doit répondre à des exigences de haute précision et de qualité strictes. Le processus est le suivant :
- Conception et fabrication de moules :
- Selon les dessins de conception (conformes à la norme « Code for design of railway track » GB50090-2006, etc.), fabriquer des moules en sable ou des moules métalliques de haute précision.
- Utiliser un logiciel CAD/CAM pour optimiser la structure de la pièce moulée, réduire les défauts tels que les retassures et les porosités.
- Fusion et coulée :
- Fusion des matériaux : utiliser un four à induction à moyenne fréquence pour fondre la fonte grise ou la fonte ductile, contrôler léquivalent carbone (CE) et la proportion dagent de sphéroïsation (tel que le magnésium) pour garantir les performances du matériau.
- Processus de coulée : utiliser couramment la coulée en sable (sable résine ou sable enrobé) ou la coulée isostatique (comme le processus du groupe Huyong) pour garantir la finition de surface et la précision dimensionnelle de la pièce moulée.
- Contrôle des paramètres :
- Température de coulée : 1350-1450°C (fonte grise), 1450-1500°C (fonte ductile).
- Vitesse de refroidissement : contrôler le temps de refroidissement pour optimiser la morphologie du graphite (par exemple, le taux de sphéroïsation de la fonte ductile est ≥90%).
- Usinage :
- Usinage CNC : utiliser des machines-outils à commande numérique (tours, fraiseuses, perceuses) pour lusinage de précision, afin de garantir les tolérances (telles que la classe CT8) et la rugosité de surface (Ra6.3-25μm).
- Usinage de type suisse : utilisé pour les pièces de haute précision en petites séries, telles que les goupilles et les fixations.
- Traitement de surface : grenaillage, traitement thermique (tel que lausténitisation ou la normalisation) pour améliorer la résistance à lusure et la résistance.
Article précédent : Poteaux tubulaires réglables pour métro
Produits similaires
Plus
Quels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone

Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié

Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié

Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium

Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :

Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié
Plus de produits
PlusQuels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone
Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié
Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié
Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium
Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :
Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié