Barre anti-collision automobile



| Nom du produit: | Barre anti-collision automobile |
| Mots-clés: | Barre anti-collision automobile |
| Industrie: | Transport - industrie automobile |
| Artisanat: | estampillage - Estampage ordinaire |
| Matériel: | acier allié |
Fabricants de transformation
- Il existe des fabricants de 50 qui proposent des produits similaires
- Il existe des fabricants de 122 qui fournissent cette technologie de traitement
- Il existe des fabricants 100 qui fournissent ce service de traitement de matériaux
- Il existe des fabricants 199 qui fournissent des services de traitement dans cette industrie
Détails du produit
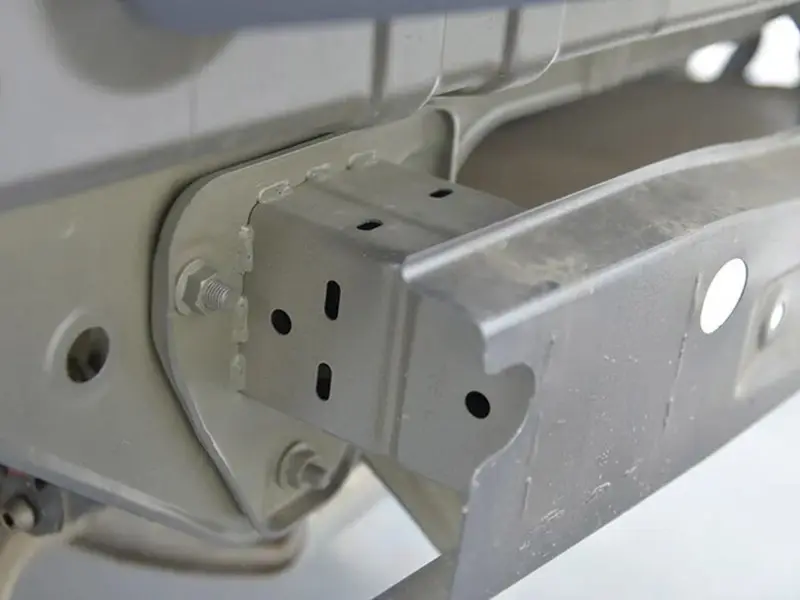
La barre anti-collision automobile est le composant de sécurité central à lintérieur des pare-chocs avant et arrière dune voiture, utilisée pour absorber lénergie dimpact, protéger la structure de la carrosserie et la sécurité des passagers. La barre anti-collision automobile est principalement fabriquée par emboutissage, profilage ou extrusion, combinés à des procédés de soudage ou de rivetage. Les procédés de fonderie (comme le moulage au sable ou la fonderie sous pression) sont moins utilisés dans la fabrication des barres anti-collision, car celles-ci nécessitent légèreté, haute résistance et des formes géométriques spécifiques, pour lesquelles lemboutissage ou lextrusion sont plus adaptés.
Procédés de fabrication des barres anti-collision
Le processus de fabrication des barres anti-collision comprend principalement les étapes suivantes :
Sélection des matériaux
- Acier à haute résistance (HSS) :
- Matériaux courants : acier au bore, acier à double phase (DP, comme DP600, DP800) ou acier avancé à haute résistance (AHSS).
- Avantages : haute résistance (résistance à la traction de 600 à 1500 MPa), coût modéré, représentant environ 70 % du marché.
- Applications : modèles économiques et de milieu de gamme, comme Volkswagen, Toyota.
- Alliage daluminium :
- Matériaux courants : alliages daluminium 6061 ou 7075.
- Avantages : légèreté (environ 30 à 40 % plus léger que lacier), résistance à la corrosion.
- Applications : modèles haut de gamme ou véhicules électriques, comme Tesla, Audi.
- Matériaux composites (rare) :
- Comme le plastique renforcé de fibres de carbone (CFRP), utilisé pour les supercars ou les voitures modifiées haut de gamme, extrêmement léger mais coûteux.
- Épaisseur : lépaisseur des barres anti-collision en acier est généralement de 1,5 à 3 mm, et de 2 à 4 mm pour laluminium.
Conception et planification
- Besoins fonctionnels :
- Absorption de lénergie dimpact (impact à basse vitesse < 16 km/h, impact à haute vitesse > 40 km/h).
- Coopération avec la coque du pare-chocs et les boîtes dabsorption dénergie (crash box) pour disperser la force dimpact.
- Conformité aux réglementations, telles que les normes chinoises C-NCAP, européennes Euro NCAP ou américaines IIHS.
- Conception CAO :
- Utilisation de logiciels (comme CATIA, SolidWorks) pour concevoir des modèles 3D, optimiser la forme de la section (généralement en forme de U, de boîte ou ondulée).
- Analyse par éléments finis (FEA) pour simuler les performances en cas de collision, garantissant labsorption dénergie et la rigidité structurelle.
- Allègement : réduction du poids en optimisant lépaisseur du matériau et la forme géométrique (une barre en acier pèse environ 5 à 10 kg, une barre en aluminium environ 3 à 6 kg).
Procédés de formage
- Emboutissage (Stamping) :
- Processus : placement dune tôle dacier ou daluminium dans un moule demboutissage, formage en une structure en forme de U ou de boîte à laide dune presse hydraulique ou mécanique (pression de 1000 à 5000 tonnes).
- Avantages : haute précision (±0,1 mm), adapté à la production de masse.
- Applications : procédé le plus courant, représentant plus de 80 % de la production de barres anti-collision.
- Profilage (Roll Forming) :
- Processus : une bande dacier ou daluminium est progressivement formée en une section spécifique par des rouleaux continus.
- Avantages : adapté aux poutres longues et étroites, taux dutilisation élevé des matériaux.
- Applications : barres anti-collision pour véhicules utilitaires ou camions.
- Extrusion (Extrusion) :
- Processus : lalliage daluminium est extrudé à travers une presse dextrusion (2000 à 5000 tonnes) pour former une section complexe (comme une structure creuse).
- Avantages : légèreté, adapté aux formes géométriques complexes.
- Applications : modèles haut de gamme ou véhicules électriques.
- Thermoformage (Hot Forming) :
- Processus : lacier au bore est chauffé à 900 °C puis embouti, refroidi pour obtenir une très haute résistance.
- Avantages : haute résistance, poids léger.
- Applications : modèles avec des exigences de sécurité élevées, comme Volvo, BMW.
Usinage et assemblage
- Découpe et finition :
- Utilisation de la découpe au laser ou au plasma pour finir les bords, assurant la précision dimensionnelle.
- Perçage ou poinçonnage pour linstallation de boulons ou de boîtes dabsorption dénergie.
- Soudage/Connexion :
- Soudage MIG/TIG : connexion de la barre anti-collision à la boîte dabsorption dénergie ou au châssis du véhicule.
- Rivetage ou connexion par boulons : utilisé pour les barres en alliage daluminium, réduisant la déformation thermique.
- Soudage par points : couramment utilisé pour les barres en acier, haute efficacité.
- Renforts : ajout de plaques dacier ou de nervures dans les zones de forte contrainte pour améliorer la résistance aux chocs.
Traitement de surface
- Galvanisation électrolytique/à chaud : revêtement de zinc (épaisseur de 10 à 20 μm) sur les barres anti-collision en acier pour prévenir la corrosion.
- Anodisation : traitement de surface des barres en alliage daluminium pour améliorer la résistance à la corrosion et lesthétique.
- Revêtement en poudre : certaines barres anti-collision sont recouvertes dun revêtement anticorrosion, résistant aux températures élevées et aux agressions chimiques.
Produits similaires
Plus
Quels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone

Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié

Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié

Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium

Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :

Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié
Plus de produits
PlusQuels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone
Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié
Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié
Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium
Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :
Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié