Optimisation du procédé de rechargement de plaques tubulaires


| Nom du produit: | Optimisation du procédé de rechargement de plaques tubulaires |
| Mots-clés: | Optimisation du procédé de rechargement de plaques tubulaires |
| Industrie: | Industrie pétrolière, gazière et chimique - Industrie chimique |
| Artisanat: | forger - Dun forge |
| Matériel: | acier allié |
Fabricants de transformation
- Il existe des fabricants de 52 qui proposent des produits similaires
- Il existe des fabricants de 121 qui fournissent cette technologie de traitement
- Il existe des fabricants 91 qui fournissent ce service de traitement de matériaux
- Il existe des fabricants 163 qui fournissent des services de traitement dans cette industrie
Détails du produit
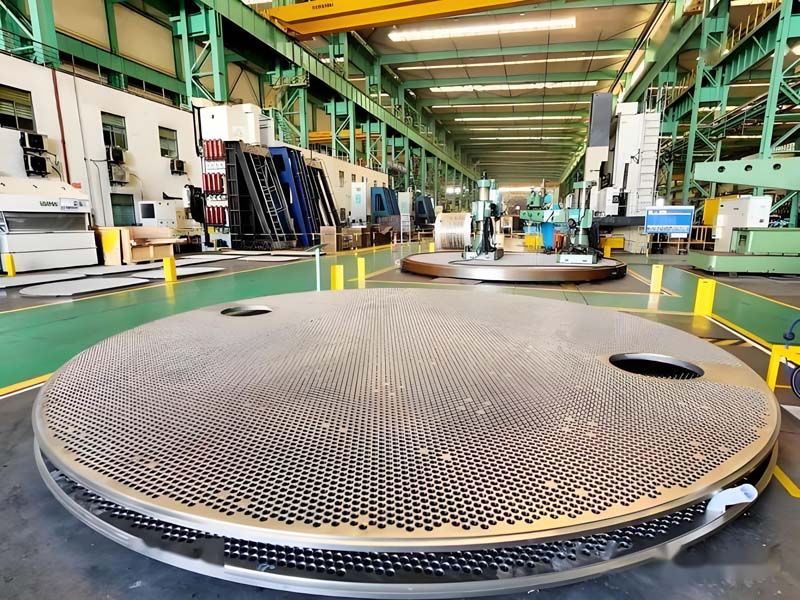
Loptimisation du procédé de rechargement de plaques tubulaires utilise le soudage à larc submergé à double fil avec une couche de transition (E309L) + une couche résistante à la corrosion (E347). Le contrôle de lapport thermique entre 12 et 18 kJ/cm peut réduire le taux de dilution à < 8 %. La température de préchauffage est maintenue entre 120 et 150 °C, et la température interpasses est ≤ 180 °C pour éviter la précipitation de la phase σ.
Lintroduction de la technique de rechargement laser avec dépôt préalable de poudre dalliage permet daugmenter lefficacité du rechargement de 40 %, et lécart dépaisseur est contrôlé à ± 0,2 mm. Après le soudage, un traitement de mise en solution à 1060 °C × 2 h est nécessaire pour éliminer les contraintes résiduelles.
Loptimisation de la conception du chanfrein (chanfrein en V à 70°) par inspection TOFD a permis de réduire le taux de défauts de 3,2 % à 0,5 %, ce qui convient aux équipements à haute pression tels que les réacteurs dhydrogénation.
Produits similaires
Plus
Quels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié

Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone

Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié

Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium

Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :

Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié
Plus de produits
PlusQuels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié
Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone
Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié
Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium
Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :
Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié