Usinage de perçage sur les tubages de puits de pétrole API


| Nom du produit: | Usinage de perçage sur les tubages de puits de pétrole API |
| Mots-clés: | Usinage de perçage sur les tubages de puits de pétrole API |
| Industrie: | Industrie pétrolière, gazière et chimique - Industrie pétrolière et gazière |
| Artisanat: | tôle - Poinçonnage CNC |
| Matériel: | matériaux composites de carbone |
Fabricants de transformation
- Il existe des fabricants de 58 qui proposent des produits similaires
- Il existe des fabricants de 169 qui fournissent cette technologie de traitement
- Il existe des fabricants 97 qui fournissent ce service de traitement de matériaux
- Il existe des fabricants 157 qui fournissent des services de traitement dans cette industrie
Détails du produit
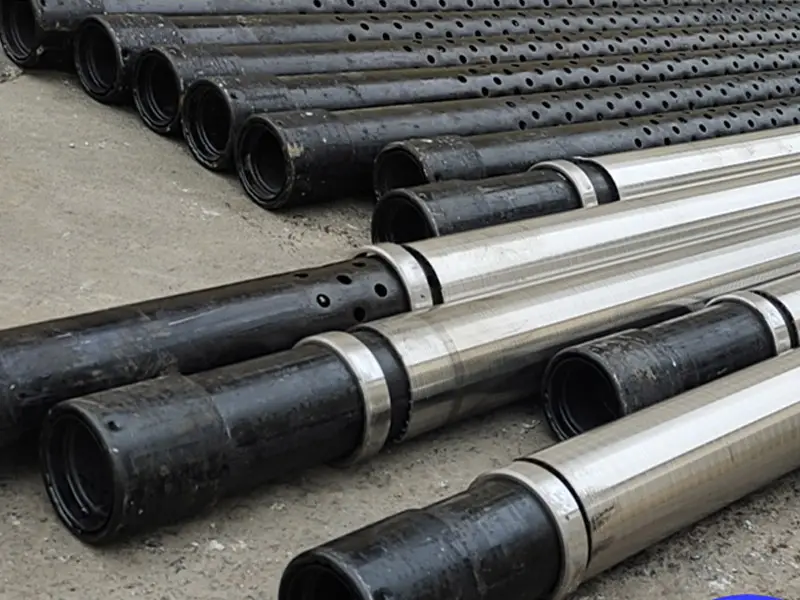
Les tubages de puits de pétrole API (conformes à la norme API 5CT) sont des tuyaux en acier utilisés dans les puits de pétrole et de gaz pour soutenir la paroi du puits, isoler les formations et transporter le pétrole et le gaz. Les nuances dacier courantes comprennent J55, K55, N80, L80, P110, etc., avec des diamètres extérieurs allant de 4,5 pouces à 20 pouces, et des méthodes de connexion telles que STC, LTC, BTC, etc. Le perçage ou le poinçonnage des tubages est généralement effectué à des fins spécifiques, telles que la perforation (Perforation) pour connecter le réservoir, ou dautres usinages personnalisés (tels que le forage latéral ou léchantillonnage).
Le perçage consiste à créer des trous dans le tubage par des moyens mécaniques (tels quune perceuse ou une machine-outil à commande numérique), généralement pour des types de puits spéciaux (tels que les puits à déviation latérale) ou la réparation de tubages. Voici les points clés :
Méthodes dusinage :- Perçage mécanique : Utilisation de forets en acier rapide ou en carbure, adaptés au perçage de trous de diamètre et de profondeur spécifiques dans le tubage. Il est nécessaire de sassurer que le foret est adapté à lacier à haute résistance du tubage API (tel que la nuance dacier P110, résistance à la traction ≥ 758 MPa).
- Découpe au plasma ou au laser : Pour les formes de trous de haute précision ou complexes, la découpe au plasma ou le perçage au laser peuvent être utilisés, avec une haute précision mais un coût plus élevé.
- Perceuse à commande numérique ou centre dusinage, pour assurer la précision du diamètre et de la position du trou.
- Système de refroidissement, pour éviter la surchauffe du tubage et la dégradation des propriétés du matériau.
- Résistance des matériaux : Les nuances dacier des tubages API sont différentes, et les paramètres de perçage (tels que la vitesse de rotation, la vitesse davance) doivent être ajustés pendant lusinage pour éviter lusure de loutil ou la fissuration du tubage.
- Conception du type de trou : Le diamètre, lespacement et langle du trou doivent être conçus en fonction de lutilisation en fond de trou (tels que le forage latéral ou le passage de câbles), afin déviter daffecter la résistance globale du tubage.
- Norme API : Après lusinage, il est nécessaire de se conformer aux exigences dinspection de la norme API 5CT (telles que les essais non destructifs) pour assurer lintégrité du tubage.
Produits similaires
Plus
Quels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone

Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié

Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié

Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium

Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :

Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié
Plus de produits
PlusQuels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone
Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié
Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié
Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium
Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :
Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié