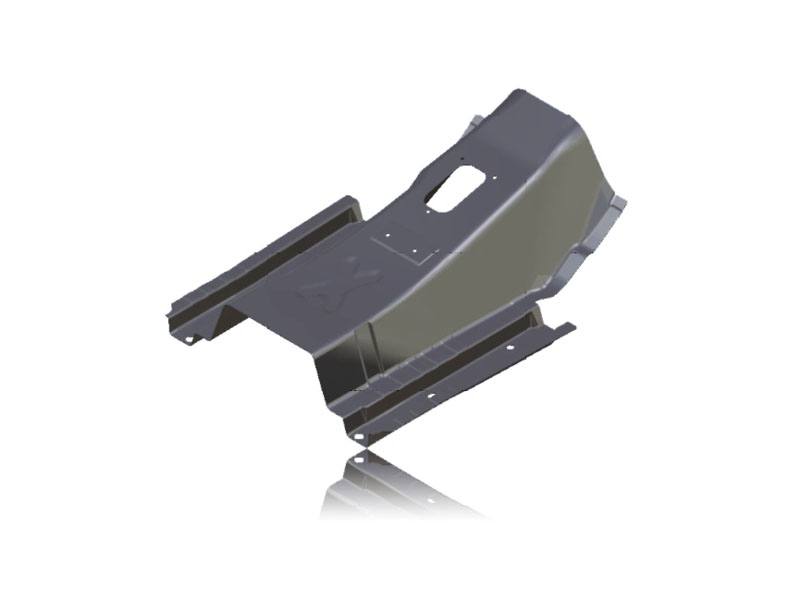
Pièces embouties en tôle galvanisée pour automobiles



| Nom du produit: | Pièces embouties en tôle galvanisée pour automobiles |
| Mots-clés: | Pièces embouties en tôle galvanisée |
| Industrie: | Transport - industrie automobile |
| Artisanat: | estampillage - Estampage ordinaire |
| Matériel: | Zinc |
Fabricants de transformation
- Il existe des fabricants de 60 qui proposent des produits similaires
- Il existe des fabricants de 130 qui fournissent cette technologie de traitement
- Il existe des fabricants 99 qui fournissent ce service de traitement de matériaux
- Il existe des fabricants 131 qui fournissent des services de traitement dans cette industrie
Détails du produit
Les pièces embouties en tôle galvanisée sont des composants largement utilisés dans la fabrication automobile. Elles sont principalement formées à partir de tôles dacier galvanisé par un processus demboutissage. Elles offrent une excellente résistance à la corrosion et une bonne formabilité, et conviennent aux pièces de recouvrement extérieur de la carrosserie, aux pièces de renforcement du châssis, etc., ce qui permet daméliorer efficacement la durabilité et la légèreté du véhicule.
Processus de fabrication
La production de pièces embouties en tôle galvanisée pour automobiles utilise principalement des matrices progressives multi-stations ou des matrices à opération unique. Le processus se divise en deux types : lemboutissage à froid et lemboutissage à chaud. Voici un processus typique demboutissage à froid (adapté aux pièces de recouvrement), lemboutissage à chaud étant utilisé pour les pièces structurelles à haute résistance.
- Préparation des matériaux : Sélection des matériaux (par exemple, DX54D+Z, épaisseur 0,6-2,0 mm), planage, application de lubrifiant. Déroulement et découpe à largeur fixe des bobines dacier.
- Découpe/Poinçonnage : Utilisation dune presse pour séparer la tôle le long des lignes de contour, formant ainsi des flans. Les opérations de séparation comprennent le découpage et le poinçonnage.
- Opération de formage : Emboutissage profond, pliage, bordage, etc. Lemboutissage à froid est réalisé à température ambiante ; lemboutissage à chaud consiste dabord à chauffer jusquà 900-950 °C (austénitisation), puis à transférer rapidement vers la matrice (<10s), à emboutir à haute température et à refroidir par trempe jusquà la martensite.
- Ébavurage/Façonnage : Suppression des matériaux excédentaires, correction du retour élastique (problème courant, résolu par des nervures de renforcement ou une optimisation du processus).
- Traitement de surface : Phosphatation, application dune couche dapprêt pour améliorer ladhérence. Inspection des dimensions et de lintégrité de la couche de zinc.
- Assemblage : Soudure ou rivetage avec dautres composants pour former des pièces complètes.
Léquipement demboutissage à chaud comprend un four de chauffage, un bras de transfert robotisé et une matrice de refroidissement intégrée, garantissant une résistance supérieure à 1500 MPa.
Applications dans les pièces automobiles
- Pièces de recouvrement de la carrosserie : Par exemple, les portes, le capot, utilisant de la tôle galvanisée électrolytique pour assurer une surface lisse et résistante à la corrosion.
- Châssis/Pièces structurelles : Piliers A/B, longerons, utilisant de lacier galvanisé à chaud et embouti à chaud pour obtenir une légèreté et une haute résistance (réduction de poids de plus de 20 %).
- Supports intérieurs : Cadre du tableau de bord, combinant emboutissage et soudure.
Produits similaires
Plus
Quels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone

Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié

Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié

Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium

Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :

Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié
Plus de produits
PlusQuels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone
Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié
Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié
Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium
Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :
Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié