Analyse du processus dusinage des aubes de ventilateurs centrifuges : points clés du contrôle de la précision et des techniques de traitement de surface


| Nom du produit: | Analyse du processus dusinage des aubes de ventilateurs centrifuges : points clés du contrôle de la précision et des techniques de traitement de surface |
| Mots-clés: | Aubes de ventilateurs centrifuges, processus dusinage, contrôle de la précision, traitement de surface, technologie dusinage CNC à cinq axes |
| Industrie: | Mécanique et électrique - Ventilateurs et séparateurs industriels, etc. |
| Artisanat: | usinage - |
| Matériel: | acier allié |
Fabricants de transformation
- Il existe des fabricants de 31 qui proposent des produits similaires
- Il existe des fabricants de 172 qui fournissent cette technologie de traitement
- Il existe des fabricants 89 qui fournissent ce service de traitement de matériaux
- Il existe des fabricants 148 qui fournissent des services de traitement dans cette industrie
Détails du produit
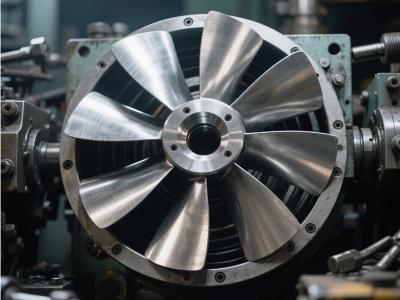
La performance des aubes de ventilateurs centrifuges affecte directement lefficacité et la stabilité du ventilateur, tandis que la qualité du processus dusinage détermine directement la qualité des aubes. Dans le processus de production des aubes de ventilateurs centrifuges, le contrôle de la précision et le traitement de surface sont deux points clés technologiques.
I. Processus de contrôle de la précision
La forme des aubes est complexe et la précision de leur profil affecte les performances aérodynamiques. La technologie dusinage CNC à cinq axes est essentielle pour garantir la précision. Grâce au mouvement coordonné de plusieurs axes, elle peut couper avec précision des surfaces complexes, avec une erreur pouvant être contrôlée à ±0,05 mm. De plus, avant lusinage, il est nécessaire dutiliser un logiciel CAD/CAM pour effectuer une simulation afin de prédire la trajectoire de loutil et de réduire les erreurs dusinage réelles. En outre, la conception raisonnable des outillages de fixation est également cruciale. Lutilisation de broches de positionnement, de plaques de pression et dautres dispositifs permet de garantir la stabilité des aubes de ventilateurs centrifuges pendant lusinage, en évitant les écarts dimensionnels causés par les vibrations.
II. Points clés des techniques de traitement de surface
Un bon traitement de surface peut améliorer la résistance à lusure et à la corrosion des aubes. Le traitement de sablage couramment utilisé, par limpact de grains de sable à grande vitesse, élimine la calamine de la surface des aubes de ventilateurs centrifuges et forme une texture rugueuse, améliorant ainsi ladhérence du revêtement ; la technique danodisation est applicable aux aubes en alliage daluminium, générant un film doxyde dense à la surface, améliorant efficacement la résistance à la corrosion. Pour les besoins de haute performance, la technique de projection thermique peut également être utilisée, en projetant par fusion une poudre dalliage résistant à lusure sur la surface de laube, formant une couche protectrice dune dureté supérieure à HV800, prolongeant considérablement la durée de vie des aubes de ventilateurs centrifuges.
III. Contrôle qualité et optimisation
Une fois lusinage terminé, il est nécessaire dutiliser des équipements tels que des machines à mesurer tridimensionnelles et des scanners laser pour effectuer un contrôle dimensionnel complet des aubes, en se concentrant sur la surveillance des paramètres clés tels que le contour du profil de laube et lépaisseur. Si des écarts sont constatés, les paramètres dusinage peuvent être corrigés par des algorithmes de compensation derreur, ou des zones locales peuvent être réusinées pour garantir que le produit répond aux exigences de conception.
Dans lusinage des aubes de ventilateurs centrifuges, le contrôle de la précision et le traitement de surface sont complémentaires. Ce nest quen maîtrisant les points clés techniques des deux que lon peut produire des aubes efficaces et durables, offrant une base solide pour le fonctionnement stable du ventilateur.
I. Processus de contrôle de la précision
La forme des aubes est complexe et la précision de leur profil affecte les performances aérodynamiques. La technologie dusinage CNC à cinq axes est essentielle pour garantir la précision. Grâce au mouvement coordonné de plusieurs axes, elle peut couper avec précision des surfaces complexes, avec une erreur pouvant être contrôlée à ±0,05 mm. De plus, avant lusinage, il est nécessaire dutiliser un logiciel CAD/CAM pour effectuer une simulation afin de prédire la trajectoire de loutil et de réduire les erreurs dusinage réelles. En outre, la conception raisonnable des outillages de fixation est également cruciale. Lutilisation de broches de positionnement, de plaques de pression et dautres dispositifs permet de garantir la stabilité des aubes de ventilateurs centrifuges pendant lusinage, en évitant les écarts dimensionnels causés par les vibrations.
II. Points clés des techniques de traitement de surface
Un bon traitement de surface peut améliorer la résistance à lusure et à la corrosion des aubes. Le traitement de sablage couramment utilisé, par limpact de grains de sable à grande vitesse, élimine la calamine de la surface des aubes de ventilateurs centrifuges et forme une texture rugueuse, améliorant ainsi ladhérence du revêtement ; la technique danodisation est applicable aux aubes en alliage daluminium, générant un film doxyde dense à la surface, améliorant efficacement la résistance à la corrosion. Pour les besoins de haute performance, la technique de projection thermique peut également être utilisée, en projetant par fusion une poudre dalliage résistant à lusure sur la surface de laube, formant une couche protectrice dune dureté supérieure à HV800, prolongeant considérablement la durée de vie des aubes de ventilateurs centrifuges.
III. Contrôle qualité et optimisation
Une fois lusinage terminé, il est nécessaire dutiliser des équipements tels que des machines à mesurer tridimensionnelles et des scanners laser pour effectuer un contrôle dimensionnel complet des aubes, en se concentrant sur la surveillance des paramètres clés tels que le contour du profil de laube et lépaisseur. Si des écarts sont constatés, les paramètres dusinage peuvent être corrigés par des algorithmes de compensation derreur, ou des zones locales peuvent être réusinées pour garantir que le produit répond aux exigences de conception.
Dans lusinage des aubes de ventilateurs centrifuges, le contrôle de la précision et le traitement de surface sont complémentaires. Ce nest quen maîtrisant les points clés techniques des deux que lon peut produire des aubes efficaces et durables, offrant une base solide pour le fonctionnement stable du ventilateur.
Article précédent : Fabrication de brides forgées sur mesure
Produits similaires
Plus
Quels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié

Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone

Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié

Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium

Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :

Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié
Plus de produits
PlusQuels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié
Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone
Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié
Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium
Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :
Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié