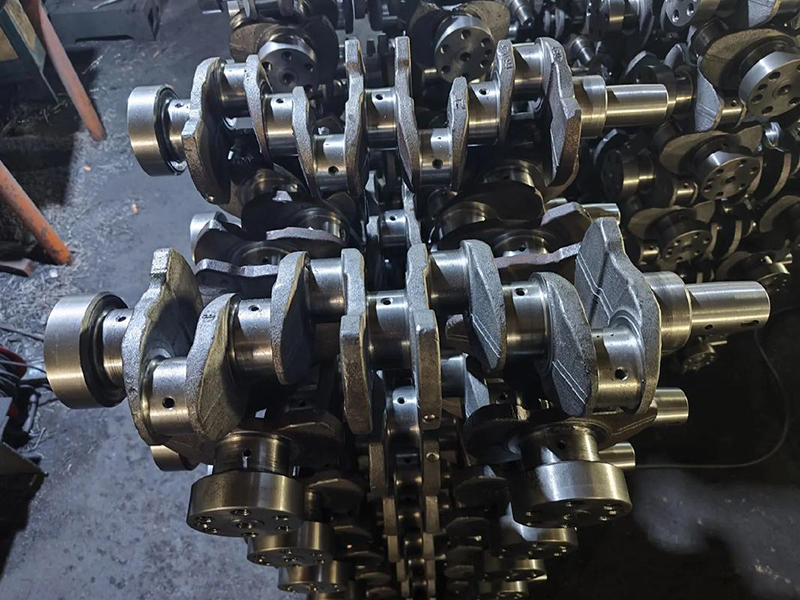
Usinage de vilebrequins de moteur



| Nom du produit: | Usinage de vilebrequins de moteur |
| Mots-clés: | Vilebrequins de moteur, Forgeage de vilebrequins de moteur, Tournage de vilebrequins de moteur |
| Industrie: | Transport - industrie automobile |
| Artisanat: | forger - Forgeage |
| Matériel: | acier allié |
Fabricants de transformation
- Il existe des fabricants de 41 qui proposent des produits similaires
- Il existe des fabricants de 151 qui fournissent cette technologie de traitement
- Il existe des fabricants 62 qui fournissent ce service de traitement de matériaux
- Il existe des fabricants 131 qui fournissent des services de traitement dans cette industrie
Détails du produit
L'usinage d'un vilebrequin de moteur suit généralement une chaîne complète de processus : forgeage → usinage → traitement thermique → finition → contrôle. Chaque étape se complète pour garantir la robustesse, la résistance à l'usure et la durée de vie.
1. Forgeage : Le forgeage ou le matriçage libre est utilisé pour former l'ébauche du vilebrequin, améliorant ainsi sa densité structurelle et ses propriétés mécaniques.
2. Tournage : Le tournage d'ébauche permet d'éliminer les excédents de matière, et le tourillon principal, le col de bielle et les faces d'extrémité sont tournés pour garantir des dimensions proches des exigences de conception.
3. Fraisage : Usinage du vilebrequin et des masselottes d'équilibrage, et finition des surfaces courbes complexes.
4. Traitement thermique : Des procédés tels que la trempe et le revenu, la trempe haute fréquence ou par induction, et la nitruration localisée sont utilisés pour améliorer la dureté de surface et la résistance à la fatigue.
5. Rectification : Rectification fine du tourillon principal et des cols de bielle pour répondre aux exigences dimensionnelles, géométriques et de rugosité de haute précision.
6. Polissage/Superfinition : Le polissage ou le laminage renforcent la surface du col, réduisent la rugosité et améliorent la résistance à l'usure.
7. Équilibrage dynamique
Une machine d'équilibrage dynamique vérifie et corrige les déséquilibres afin d'assurer une rotation stable du vilebrequin.
8. Détection de défauts
La détection par particules magnétiques ou par ultrasons permet d'éliminer les fissures et défauts internes.
1. Forgeage : Le forgeage ou le matriçage libre est utilisé pour former l'ébauche du vilebrequin, améliorant ainsi sa densité structurelle et ses propriétés mécaniques.
2. Tournage : Le tournage d'ébauche permet d'éliminer les excédents de matière, et le tourillon principal, le col de bielle et les faces d'extrémité sont tournés pour garantir des dimensions proches des exigences de conception.
3. Fraisage : Usinage du vilebrequin et des masselottes d'équilibrage, et finition des surfaces courbes complexes.
4. Traitement thermique : Des procédés tels que la trempe et le revenu, la trempe haute fréquence ou par induction, et la nitruration localisée sont utilisés pour améliorer la dureté de surface et la résistance à la fatigue.
5. Rectification : Rectification fine du tourillon principal et des cols de bielle pour répondre aux exigences dimensionnelles, géométriques et de rugosité de haute précision.
6. Polissage/Superfinition : Le polissage ou le laminage renforcent la surface du col, réduisent la rugosité et améliorent la résistance à l'usure.
7. Équilibrage dynamique
Une machine d'équilibrage dynamique vérifie et corrige les déséquilibres afin d'assurer une rotation stable du vilebrequin.
8. Détection de défauts
La détection par particules magnétiques ou par ultrasons permet d'éliminer les fissures et défauts internes.
Article précédent : Procédé de forgeage de vilebrequins
Produits similaires
Plus
Quels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié

Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone

Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié

Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium

Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :

Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié
Plus de produits
PlusQuels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié
Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone
Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié
Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium
Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :
Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié