Procédé de forgeage de vilebrequins



| Nom du produit: | Procédé de forgeage de vilebrequins |
| Mots-clés: | Forgeage de vilebrequins, Choix des matériaux de forgeage de vilebrequins, Chauffage de forgeage de vilebrequins, Traitement thermique de vilebrequins |
| Industrie: | Transport - industrie automobile |
| Artisanat: | forger - Forgeage |
| Matériel: | acier allié |
Fabricants de transformation
- Il existe des fabricants de 39 qui proposent des produits similaires
- Il existe des fabricants de 184 qui fournissent cette technologie de traitement
- Il existe des fabricants 93 qui fournissent ce service de traitement de matériaux
- Il existe des fabricants 156 qui fournissent des services de traitement dans cette industrie
Détails du produit
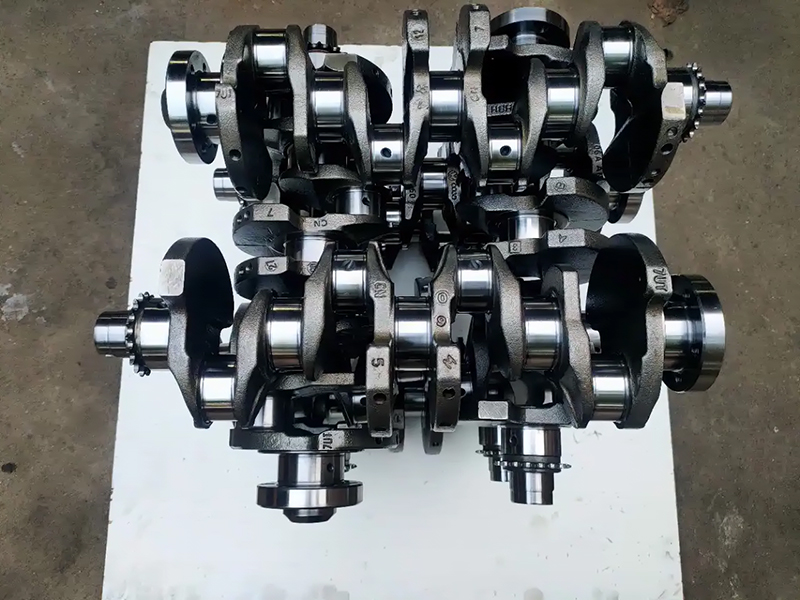
Le procédé de forgeage de vilebrequins consiste à chauffer une billette de métal, puis à la forger à l'aide d'un marteau, d'une presse ou d'un autre équipement pour former un vilebrequin. Le déroulement du procédé est le suivant :
1. Choix des matériaux : Les matériaux courants pour les vilebrequins comprennent la fonte, l'acier allié et l'acier fin. Le choix du matériau est déterminé en fonction de facteurs tels que l'application, la charge et la durabilité du vilebrequin.
2. Chauffage : La billette de métal sélectionnée est placée dans un four de forgeage et portée à une température appropriée, généralement supérieure à 1 200 °C, afin d'adoucir le métal et de faciliter le forgeage.
3. Forgeage : Après chauffage, la billette est placée dans une forge, où la pression est utilisée pour déformer plastiquement le métal et lui donner la forme du vilebrequin. Le forgeage est généralement divisé en plusieurs étapes, chacune nécessitant une quantité de travail et de déformation spécifique, et exigeant que la forme finale, les dimensions et les propriétés mécaniques répondent à des exigences spécifiques.
4. Traitement thermique : Après forgeage, le vilebrequin subit un recuit ou une trempe pour éliminer les contraintes internes et améliorer sa microstructure et ses propriétés mécaniques.
5. Usinage : Après traitement thermique, le vilebrequin subit une rectification, un tournage et d’autres procédés d’usinage pour améliorer sa précision et l’état de surface.
6. Inspection : Enfin, le vilebrequin fini subit divers contrôles et tests pour garantir qu’il répond aux exigences de conception et présente d’excellentes performances et une durabilité optimale.
Le forgeage de vilebrequins est un processus complexe qui requiert des compétences spécialisées et des équipements de haute précision pour garantir la qualité et les performances du produit final.
1. Choix des matériaux : Les matériaux courants pour les vilebrequins comprennent la fonte, l'acier allié et l'acier fin. Le choix du matériau est déterminé en fonction de facteurs tels que l'application, la charge et la durabilité du vilebrequin.
2. Chauffage : La billette de métal sélectionnée est placée dans un four de forgeage et portée à une température appropriée, généralement supérieure à 1 200 °C, afin d'adoucir le métal et de faciliter le forgeage.
3. Forgeage : Après chauffage, la billette est placée dans une forge, où la pression est utilisée pour déformer plastiquement le métal et lui donner la forme du vilebrequin. Le forgeage est généralement divisé en plusieurs étapes, chacune nécessitant une quantité de travail et de déformation spécifique, et exigeant que la forme finale, les dimensions et les propriétés mécaniques répondent à des exigences spécifiques.
4. Traitement thermique : Après forgeage, le vilebrequin subit un recuit ou une trempe pour éliminer les contraintes internes et améliorer sa microstructure et ses propriétés mécaniques.
5. Usinage : Après traitement thermique, le vilebrequin subit une rectification, un tournage et d’autres procédés d’usinage pour améliorer sa précision et l’état de surface.
6. Inspection : Enfin, le vilebrequin fini subit divers contrôles et tests pour garantir qu’il répond aux exigences de conception et présente d’excellentes performances et une durabilité optimale.
Le forgeage de vilebrequins est un processus complexe qui requiert des compétences spécialisées et des équipements de haute précision pour garantir la qualité et les performances du produit final.
Article précédent : Fabrication sur mesure danneaux forgés pour structures en acier de construction et ponts
Article suivant : Usinage de vilebrequins de moteur
Produits similaires
Plus
Quels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié

Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone

Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié

Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium

Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :

Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié
Plus de produits
PlusQuels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié
Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone
Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié
Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium
Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :
Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié