Points clés du contrôle de la température dans le forgeage darbres


| Nom du produit: | Points clés du contrôle de la température dans le forgeage darbres |
| Mots-clés: | Points clés du contrôle de la température dans le forgeage darbres |
| Industrie: | Transport - Aérospatial |
| Artisanat: | forger - Forgeage |
| Matériel: | acier allié |
Fabricants de transformation
- Il existe des fabricants de 59 qui proposent des produits similaires
- Il existe des fabricants de 174 qui fournissent cette technologie de traitement
- Il existe des fabricants 71 qui fournissent ce service de traitement de matériaux
- Il existe des fabricants 136 qui fournissent des services de traitement dans cette industrie
Détails du produit
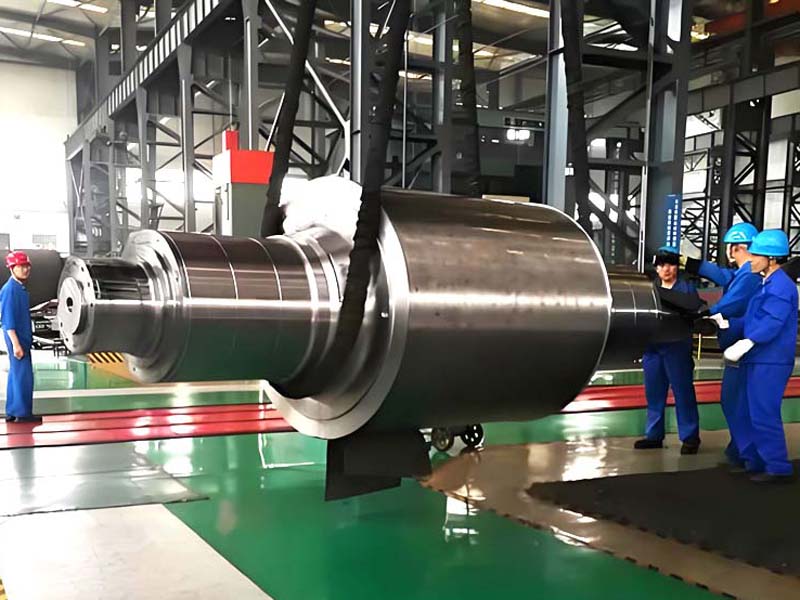
Le contrôle de la température est au cœur du forgeage darbres, influençant directement la plasticité du matériau et la qualité des pièces forgées. La température initiale de forgeage doit être définie avec précision en fonction du type de matériau, par exemple environ 1100 °C pour lacier au carbone et environ 1150 °C pour lacier allié, afin de garantir que le matériau se trouve dans son état de plasticité optimal. La température finale de forgeage doit éviter dêtre trop basse (par exemple, pas moins de 800 °C pour lacier au carbone), sinon des fissures ou un écrouissage peuvent facilement se produire.
Le processus de chauffage doit être contrôlé par étapes : la phase de préchauffage (température ambiante ~ 800 °C) doit être chauffée lentement pour réduire les contraintes thermiques ; la phase de chauffage (800 °C ~ température initiale de forgeage) peut être chauffée rapidement ; la phase dhomogénéisation nécessite un maintien en température pour uniformiser la température et éviter les défauts de structure. Par exemple, un arbre principal déolienne doit être chauffé à plus de 1200 °C pendant plus de 2 heures pour garantir que le matériau est complètement imprégné de chaleur.
Les opérations de forgeage doivent être ajustées dynamiquement : le forgeage initial doit être léger pour éviter une température insuffisante au cœur ; le forgeage intermédiaire doit être lourd pour une déformation efficace dans la plage de plasticité optimale ; le forgeage final doit être léger pour éviter les fissures à basse température. Par exemple, le forgeage dun demi-arbre utilise une mesure de température infrarouge + un contrôle automatique par PLC, avec une faible erreur de température, évitant ainsi la surchauffe. Le contrôle de la température est essentiel pour améliorer les performances des pièces forgées darbres.
Produits similaires
Plus
Quels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone

Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié

Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié

Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium

Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :

Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié
Plus de produits
PlusQuels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone
Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié
Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié
Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium
Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :
Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié