Usinage de précision par rectification dengrenages pour laérospatiale



| Nom du produit: | Usinage de précision par rectification dengrenages pour laérospatiale |
| Mots-clés: | Usinage de précision par rectification dengrenages |
| Industrie: | Transport - Aérospatial |
| Artisanat: | usinage - Usinage cinq axes |
| Matériel: | acier allié |
Fabricants de transformation
- Il existe des fabricants de 40 qui proposent des produits similaires
- Il existe des fabricants de 142 qui fournissent cette technologie de traitement
- Il existe des fabricants 99 qui fournissent ce service de traitement de matériaux
- Il existe des fabricants 101 qui fournissent des services de traitement dans cette industrie
Détails du produit
Lusinage de précision par rectification dengrenages pour laérospatiale désigne les techniques de fabrication dengrenages par rectification de précision, destinées aux applications à haute fiabilité telles que les moteurs davion, les systèmes de missiles, les transmissions dhélicoptères et les boîtes de vitesses de satellites. Ces engrenages exigent une très haute précision (erreur de profil de dent ≤ 2-5μm, rugosité de surface Ra ≤ 0,2μm), une résistance à la fatigue et un faible niveau de bruit, afin de supporter des vitesses élevées (> 5000 tr/min), des charges importantes et des environnements extrêmes (tels que des températures élevées > 800°C, des températures basses -50°C, le vide). La rectification est létape clé de la finition des engrenages, utilisant une meule pour éliminer la déformation et la couche doxydation des engrenages après traitement thermique, garantissant ainsi la précision dengrènement et la durée de vie des engrenages. Comparée au fraisage ou au taillage, la rectification peut améliorer la précision des engrenages de 2 à 3 classes (norme AGMA Q12-Q15), et est largement utilisée dans la défense militaire (comme les boîtes de vitesses des avions de combat F-35) et laérospatiale (comme les engrenages des turbopompes de fusées).
1. Caractéristiques des matériaux
Les engrenages aérospatiaux utilisent couramment des alliages à haute résistance et résistants à la chaleur, afin de garantir la fiabilité sous des contraintes élevées :
- Alliages à haute température (tels que Inconel 718, GH4169) : Résistants aux hautes températures et à loxydation, adaptés aux engrenages de moteurs.
- Alliages de titane (tels que Ti-6Al-4V) : Légers, rapport résistance/poids élevé, adaptés aux engrenages de satellites et de drones.
- Alliages de métallurgie des poudres (tels que 17-4PH) : Dureté élevée (HRC>45), faciles à façonner avec précision.
- Autres : Carbure de tungstène ou composites céramiques, utilisés pour les applications à résistance à lusure extrême.
| Type de matériau | Principales caractéristiques | Applications typiques |
|---|---|---|
| Alliages à haute température | Résistance à la chaleur > 1000°C, résistance à la fatigue (> 10^7 cycles) | Engrenages de réduction principaux des moteurs davion |
| Alliages de titane | Faible densité (4,5 g/cm³), résistance à la corrosion | Systèmes de transmission de drones militaires |
| Métallurgie des poudres | Façonnage de haute précision, dureté HRC 50-60 | Engrenages de guidage de missiles |
Ces matériaux sont difficiles à usiner, la rectification doit contrôler la zone affectée thermiquement (ZAT < 50μm) pour éviter les microfissures.
2. Méthodes dusinage
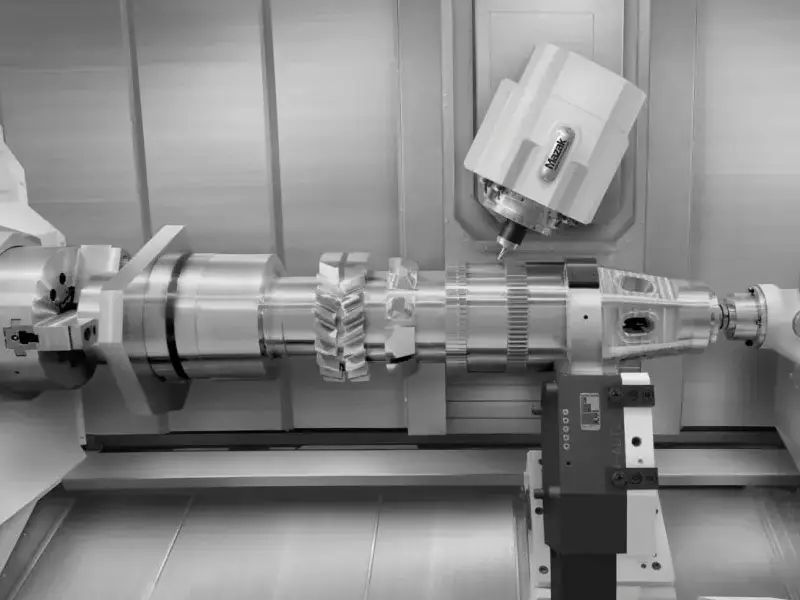
Lusinage de précision par rectification dengrenages met laccent sur la liaison multi-axes, la commande numérique et lautomatisation, afin de réaliser des formes de dents complexes (telles que les engrenages hélicoïdaux, les engrenages coniques). Les méthodes courantes comprennent :
- Rectification de profil : Utilisation dune meule de profil pour rectifier la forme de la dent en une seule opération, adaptée aux engrenages militaires en petites séries. Haute précision (erreur de pas de dent ≤ 3μm), mais dressage de la meule fréquent.
- Rectification par génération : Telle que la rectification par vis-mère, simulant le principe du taillage, adaptée à la production en grande série. Machines telles que Liebherr ou Kapp, haute efficacité (temps dusinage réduit de 40 %).
- Rectifieuses CNC 5/6 axes : Intégrant des meules CBN (nitrure de bore cubique), adaptées aux engrenages à surfaces complexes. Combinées à des systèmes de mesure en ligne (tels que les palpeurs Marposs), compensation des erreurs en temps réel.
- Rectification électrochimique : Usinage sans contact, adapté aux alliages de titane, évitant la déformation thermique. Rugosité de surface Ra<0.1μm, adaptée aux composants de précision aérospatiaux.
- Procédés auxiliaires : Rectification après traitement thermique (tels que cémentation-trempe + rectification), ou revêtement laser pour améliorer la résistance à lusure de la surface de la dent.
Produits similaires
Plus
Quels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié

Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone

Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié

Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone

Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium

Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :

Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié
Plus de produits
PlusQuels sont les procédés de fabrication utilisés pour les carters de ventilateurs axiaux
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Usinage combiné tournage-fraisage et contrôle non destructif de brides à paroi épaisse
- Artisanat : usinage - Tournage et fraisage
- Matériel : acier allié
Analyse du processus dusinage des plaques dancrage fixes en acier au carbone
- Artisanat : usinage - Fraisage ou fraisage CNC
- Matériel : acier au carbone
Stabilisateur de forage appliqué aux plateformes de forage pétrolier
- Artisanat : usinage - Usinage cinq axes
- Matériel : acier allié
Fabrication sur mesure de poutres en H soudées S355JR pour la construction
- Artisanat : tôle - soudage
- Matériel : acier au carbone
Usinage de précision de profilés en U pour applications dans le bâtiment
- Artisanat : estampillage - Estampage ordinaire
- Matériel : Aluminium
Revêtement de cône mobile pour concasseur à cône
- Artisanat : -
- Matériel :
Technologie de dénudage innovante : surmonter le goulot d'étranglement de la technologie de dissipation thermique haute densité
- Artisanat : Traitement de surface - autre
- Matériel : acier allié